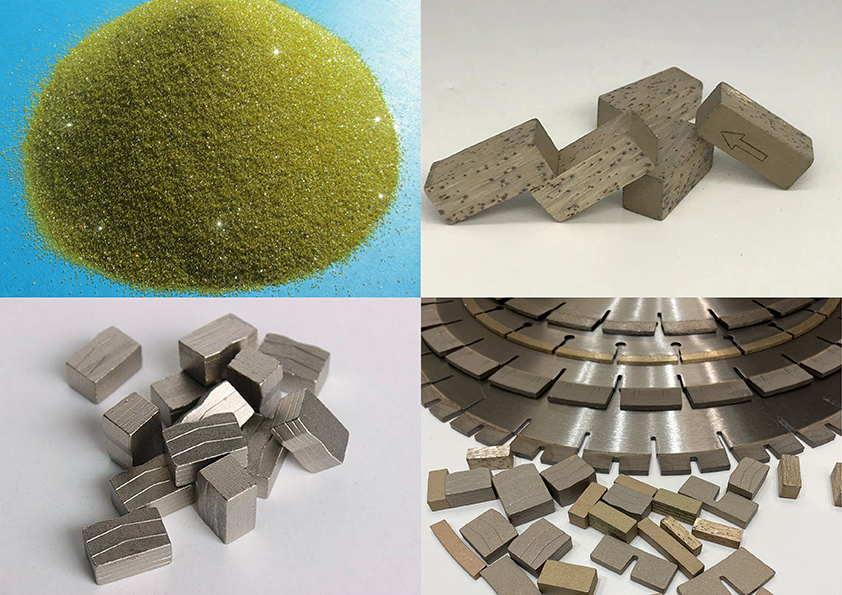
1।डायमण्ड स ब्लेड म्याट्रिक्स बाइंडरमा प्रत्येक तत्वको भूमिका के हो?
तामाको भूमिका: तामा र तामा आधारित मिश्र धातुहरू धातु बाइन्डर हीरा उपकरणहरूमा सबैभन्दा सामान्य रूपमा प्रयोग हुने धातुहरू हुन्, जसमा इलेक्ट्रोलाइटिक कपर पाउडर सबैभन्दा बढी प्रयोग गरिन्छ।तामा र तामा आधारित मिश्रहरू धेरै व्यापक रूपमा प्रयोग गरिन्छ किनभने तामा आधारित बाइन्डरहरू सन्तोषजनक व्यापक गुणहरू छन्: कम सिंटरिङ तापमान, राम्रो फॉर्मेबिलिटी र सिन्टेबिलिटी, र अन्य तत्वहरूसँग मिसिबिलिटी।यद्यपि तामाले मात्रै हीरालाई भिजाउँछ, केही तत्वहरू र तामा मिश्रहरूले हीराप्रति तिनीहरूको भिजेको क्षमतालाई उल्लेखनीय रूपमा सुधार गर्न सक्छन्।Cr, Ti, W, V, Fe जस्ता तत्वहरू मध्ये एक जसले तामा र कार्बाइडहरू बनाउँछ तामा मिश्र धातुहरू बनाउन प्रयोग गर्न सकिन्छ, जसले हीरामा तामा मिश्रको भिजाउने कोणलाई धेरै कम गर्न सक्छ।फलाममा तामाको घुलनशीलता उच्च हुँदैन।यदि फलाममा अत्यधिक तामा छ भने, यसले तातो कार्यशीलतालाई तीव्र रूपमा कम गर्छ र सामग्री क्र्याक गर्दछ।तामाले निकल, कोबाल्ट, म्यांगनीज, टिन र जिंकसँग विभिन्न ठोस समाधानहरू बनाउन सक्छ, म्याट्रिक्स धातुलाई बलियो बनाउँछ।
टिन को कार्य: टिन एक तत्व हो जसले तरल मिश्र धातु को सतह तनाव कम गर्छ र हीरा मा तरल मिश्र को भिजाउने कोण को कम को प्रभाव छ।यो एक तत्व हो जसले हीरामा बन्डेड धातुहरूको भिजाउने सुधार गर्दछ, मिश्र धातुहरूको पिघलाउने बिन्दु कम गर्दछ, र थिच्ने क्षमतामा सुधार गर्दछ।त्यसैले Sn चिपकने वस्तुहरूमा व्यापक रूपमा प्रयोग गरिन्छ, तर यसको प्रयोग यसको ठूलो विस्तार गुणांकको कारणले सीमित छ।
जिंकको भूमिका: हीरा उपकरणहरूमा, Zn र Sn मा धेरै समानताहरू छन्, जस्तै कम पग्लने बिन्दु र राम्रो विरूपता, जबकि Zn हीराको ओसिलोपन परिवर्तन गर्नमा Sn जत्तिकै राम्रो छैन।धातु Zn को वाष्प दबाब धेरै उच्च छ र यसलाई ग्यासिफिक गर्न सजिलो छ, त्यसैले डायमण्ड उपकरण बाइन्डरहरूमा प्रयोग गरिएको Zn को मात्रामा ध्यान दिनु महत्त्वपूर्ण छ।

एल्युमिनियमको भूमिका: धातु एल्युमिनियम एक उत्कृष्ट हल्का धातु र राम्रो डिओक्सिडाइजर हो।800 ℃ मा, हीरा मा Al को भिजाउने कोण 75 ° छ, र 1000 ℃ मा, भिजाउने कोण 10 ° छ।डायमण्ड उपकरणको बाइन्डरमा एल्युमिनियम पाउडर थप्दा म्याट्रिक्स मिश्र धातुमा कार्बाइड फेज Ti Å AlC र इन्टरमेटलिक कम्पाउन्ड TiAl बन्न सक्छ।
फलामको भूमिका: बाइन्डरमा फलामको दोहोरो भूमिका हुन्छ, एउटा हीराको साथ कार्बराइज्ड कार्बाइडहरू बनाउनु हो, र अर्कोले म्याट्रिक्सलाई बलियो बनाउन अन्य तत्वहरूसँग मिश्रित हुन्छ।फलाम र हीराको भिजेको क्षमता तामा र एल्युमिनियमको भन्दा राम्रो छ, र फलाम र हीरा बीचको आसंजन कार्य कोबाल्ट भन्दा बढी छ।जब फे आधारित मिश्र धातुहरूमा कार्बनको उचित मात्रा भंग हुन्छ, यो हीरासँग तिनीहरूको सम्बन्धको लागि लाभदायक हुनेछ।Fe आधारित मिश्र धातुहरू द्वारा हीराको मध्यम नक्काशीले बन्ड र हीरा बीचको बन्धन बल बढाउन सक्छ।फ्र्याक्चर सतह चिकनी र खाली छैन, तर मिश्र धातुको तहले ढाकिएको छ, जुन परिष्कृत बन्धन बलको संकेत हो।
कोबाल्टको भूमिका: Co र Fe ट्रान्जिसन समूह तत्वहरू हुन्, र धेरै विशेषताहरू समान छन्।Co ले कार्बाइड Co ₂ C लाई विशिष्ट परिस्थितिहरूमा हीरासँग बनाउन सक्छ, जबकि हीराको सतहमा अत्यन्त पातलो कोबाल्ट फिल्म फैलाउँछ।यस तरिकाले, Co ले Co र हीरा बीचको आन्तरिक इन्टरफेसियल तनावलाई कम गर्न सक्छ, र तरल चरणमा हीरामा महत्त्वपूर्ण आसंजन कार्य गर्दछ, यसलाई उत्कृष्ट बन्धन सामग्री बनाउँछ।
निकल को भूमिका: हीरा उपकरण को बाइंडर मा, Ni एक अपरिहार्य तत्व हो।Cu आधारित मिश्र धातुहरूमा, Ni को थपले Cu सँग असीम रूपमा विघटन गर्न सक्छ, म्याट्रिक्स मिश्र धातुलाई बलियो बनाउन सक्छ, कम पिघलने बिन्दु धातुको हानिलाई दबाउन सक्छ, र कठोरता बढाउन सक्छ र प्रतिरोध प्रतिरोध गर्दछ।Fe मिश्र धातुहरूमा Ni र Cu थप्दा सिन्टेरिङको तापक्रम कम हुन सक्छ र हीरामा बन्डेड धातुहरूको थर्मल क्षरण कम हुन्छ।Fe र Ni को उपयुक्त संयोजन छनोट गर्नाले हीरामा Fe आधारित बाइन्डरको होल्डिङ पावरमा धेरै सुधार गर्न सकिन्छ।
म्यांगनीजको भूमिका: धातु बाइन्डरहरूमा, म्यांगनीजले फलामको जस्तै प्रभाव पार्छ, तर बलियो पारगम्यता र डिअक्सिजन क्षमता हुन्छ, र अक्सीकरणको खतरा हुन्छ।Mn को थप मात्रा सामान्यतया उच्च छैन, र मुख्य विचार sintering alloying को समयमा deoxidation को लागि Mn प्रयोग गर्नु हो।बाँकी Mn ले मिश्र धातुमा भाग लिन र म्याट्रिक्स बलियो बनाउन सक्छ।
क्रोमियमको भूमिका: धातु क्रोमियम बलियो कार्बाइड बनाउने तत्व हो र व्यापक रूपमा प्रयोग हुने तत्व पनि हो।डायमण्ड ग्रूभ स ब्लेड म्याट्रिक्समा, ध्वनि क्षीणता प्रभाव पार्नको लागि पर्याप्त क्रोमियम छ, जुन Cr को सक्रियता ऊर्जासँग सम्बन्धित छ।Cu आधारित म्याट्रिक्समा Cr को सानो मात्रा थप्दा तामामा आधारित मिश्र धातुको हिरामा भिजाउने कोण कम गर्न सकिन्छ र हीरामा तामा आधारित मिश्र धातुको बन्डिङ बल सुधार गर्न सकिन्छ।
टाइटेनियमको भूमिका: टाइटेनियम एक बलियो कार्बाइड बनाउने तत्व हो जुन अक्सिडाइज गर्न सजिलो र कम गर्न गाह्रो हुन्छ।अक्सिजनको उपस्थितिमा, Ti ले प्राथमिकतामा TiC को सट्टा TiO2 उत्पन्न गर्दछ।टाइटेनियम धातु बलियो बल, उच्च तापक्रममा कम शक्ति घटाउने, तातो प्रतिरोध, जंग प्रतिरोध, र उच्च पग्लने बिन्दुको साथ राम्रो संरचनात्मक सामग्री हो।अनुसन्धानले देखाएको छ कि हीरा ब्लेड म्याट्रिक्समा उपयुक्त मात्रामा टाइटेनियम थप्नु आरा ब्लेडको सेवा जीवन सुधार गर्न लाभदायक छ।
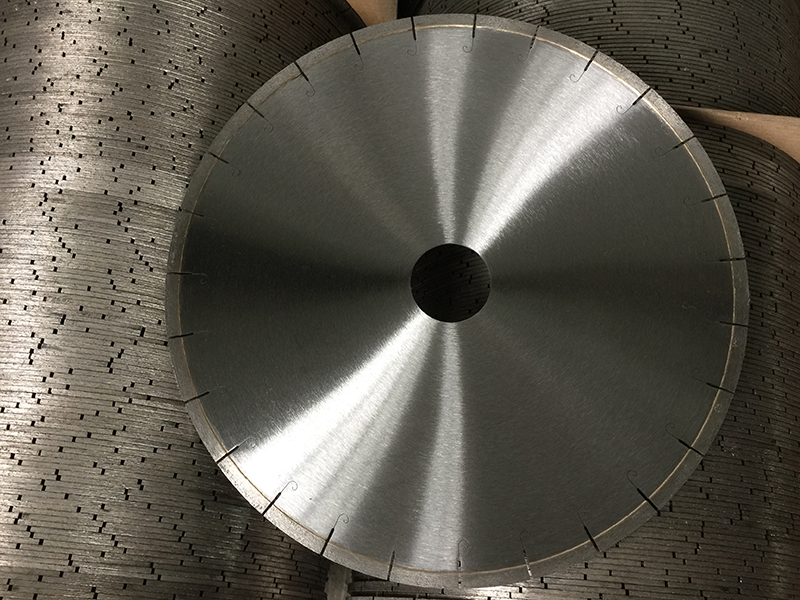
2।किन काट्ने ढुङ्गासँग आरा ब्लेडको शरीर मिल्नुपर्छ?
आरा ब्लेड काट्ने प्रक्रियाको क्रममा चट्टान खण्डीकरणको मुख्य विधिहरू फ्र्याक्चरिङ र क्रसिङ, साथै ठूलो मात्राको कतरन र खण्डीकरण, सतह पीस द्वारा पूरक।दाँतेदार काम गर्ने सतह भएको हीरा जसले काट्ने उपकरणको रूपमा काम गर्छ।यसको काट्ने किनारा बाहिर निकाल्ने क्षेत्र हो, काट्ने क्षेत्र किनारको अगाडि छ, र पीस गर्ने क्षेत्र पछाडिको किनारामा छ।उच्च-गति काटन अन्तर्गत, हीरा कणहरूले म्याट्रिक्सको समर्थनमा काम गर्छन्।ढुङ्गा काट्ने प्रक्रियामा, एकातिर, घर्षणबाट उत्पन्न हुने उच्च तापक्रमका कारण हीराले ग्राफिटाइजेशन, खण्डीकरण र अलगावबाट गुज्रिन्छ;अर्कोतर्फ, म्याट्रिक्स चट्टान र चट्टान पाउडर को घर्षण र क्षरण द्वारा लगाइन्छ।त्यसकारण, आरा ब्लेड र चट्टानहरू बीचको अनुकूलनताको मुद्दा वास्तवमा हीरा र म्याट्रिक्स बीचको पहिरन दरको मुद्दा हो।सामान्य रूपमा काम गर्ने औजारको विशेषता भनेको हीराको हानि म्याट्रिक्सको पहिरनसँग मेल खान्छ, हीरालाई काट्ने किनारको सामान्य अवस्थामा राख्छ, न त समयपूर्व छुट्याउने वा चिल्लो र चिप्लो हीरा पीस्ने, यसको पीस्ने प्रभाव पूर्ण रूपमा प्रयोग भएको सुनिश्चित गर्दै। सञ्चालनको क्रममा, परिणामस्वरूप धेरै हीराहरू थोरै भाँचिएका र जीर्ण अवस्थामा छन्।यदि चयन गरिएको हीराको बल र प्रभाव प्रतिरोध धेरै कम छ भने, यसले "शेभिङ" को घटना निम्त्याउनेछ, र उपकरणको आयु कम हुनेछ र निष्क्रियता गम्भीर हुनेछ, र आरा पनि सार्न सक्दैन;यदि अत्यधिक उच्च शक्ति घर्षण कणहरू चयन गरिएको छ भने, घर्षण कणहरूको काट्ने किनारा सपाट अवस्थामा देखा पर्नेछ, जसको परिणामस्वरूप काट्ने बलमा वृद्धि हुन्छ र प्रशोधन क्षमतामा कमी हुन्छ।
(१) जब म्याट्रिक्सको पहिरनको गति हीराको भन्दा ठूलो हुन्छ, यसले अत्यधिक हीरा काट्ने र समयपूर्व छुट्याउने निम्त्याउँछ।आरा ब्लेड शरीरको पहिरन प्रतिरोध धेरै कम छ, र आरा ब्लेड जीवन छोटो छ।
(२) म्याट्रिक्सको पहिरनको गति हीराको भन्दा कम हुँदा, हीराको काट्ने किनारा लगाएपछि नयाँ हीरा सजिलैसँग उजागर हुँदैन, सेरेसनहरूमा कुनै काट्ने किनारा हुँदैन वा काट्ने किनारा धेरै कम हुन्छ, यसको सतह। सेरेसनहरू निष्क्रिय छन्, काट्ने गति ढिलो छ, र प्रशोधन गुणस्तरलाई असर गर्दै कट बोर्ड खस्न सजिलो छ।
(३) जब म्याट्रिक्सको पहिरन गति हीराको पहिरन गति बराबर हुन्छ, यसले काटिएको ढुङ्गासँग म्याट्रिक्सको अनुकूलतालाई प्रतिबिम्बित गर्दछ।
पोस्ट समय: अगस्ट-11-2023